Many brands will look for professional glass manufacturers to design new glass bottles when developing new products. Before making a new design, the sales of the glass factory will ask various questions about the bottle, bottle mouth, bottle logo, labeling area, etc.
So before developing a new packaging glass bottle, what does the brand need to know about the packaging bottle it wants to use? Or what professional information does the glass factory need to ensure that the final designed product meets the product development requirements?

Newray glass have the application form for our salesman to fill. The new design glass bottle sample drawing application form is mainly used to collect various information about customer needs for different products of various content.
There are 9 parts there we need to collect before design:
Table of Contents
1. Whether the new product is an extended product of our Newray Glass?
When the salesman applying for the drawing of a new product bottle sample, the certified salesperson needs to fill out the relevant application form first.
If not, check: No.
If yes, check: Yes.
At the same time, we need fill in the extended product number of our company and what part is changed: bottle mouth or bottle bottom. (Because the change of bottle body requires new processing, the mold cost is very high. For cost considerations, the company stipulates that the change of bottle body will not be declared as an extended product during development).

2. The characteristics of the product content and the product material color and appearance requirements
We firstly need to know the characteristics of the contents of this new bottle used for and the customers requirements for the color and appearance of the product (bottle) Characteristics of the contents of the product:
- What is it specifically filled with (such as liquor, beer, red wine, soy sauce, vinegar, sesame oil, canned fruit, grapefruit tea beverage, chicken powder, etc.)?
- Contents color?
- Alkali resistance requirements for glass bottles?
- Product (bottle) material color: The color of the glass bottle (normal white, quasi-high white, high white, fine high white, green, brown, dark green).
Regardless of the color of the material, the color must be confirmed with the customer (sealed sample). For green and brown materials, Newray glass has a transmittance standard:
Green: T650 2.5~5%
Brown: T550 20~30%.
Appearance requirements: Our company is divided into: A-grade, B-grade, and C-grade.
(It is recommended that cosmetic bottles, export bottles, and other domestic high-end bottles be B-grade, and domestic general bottles be C-grade)

3. Product physical and chemical performance indicators
Product physical and chemical performance indicators Product physical and chemical performance indicators refer to the internal pressure resistance, impact resistance, and thermal shock resistance (temperature difference) indicators. It should be determined according to the customer’s content and the customer’s production process requirements for glass bottles.
More standardized customers have acceptance standard information in this regard. Generally, only products with air pressure such as beer, sparkling wine, champagne, soda water, and carbonated beverages require internal pressure resistance and impact resistance performance indicators for glass bottles.
For example, GB 4544-1996 National Beer Standard Qualified Products, First-Class Products, and Superior Products are respectively resistant to internal pressure of 1.2, 1.4, and 1.6Mpa, impact resistance of 0.6, 0.7, and 0.8J, and temperature difference of 39, 41, and 42℃. Disposable bottles are resistant to internal pressure of 1.2Mpa, impact resistance of 0.4J, and temperature difference of 39℃.
For the customer’s production line, high-temperature bottle washing, empty bottle sterilization (steam spray, hot air oven), high-temperature filling and forced cooling, normal temperature and pressure sterilization (pasteurization) after filling and step-by-step cooling are used. The general temperature difference requirement is 42~45℃.
High-temperature and high-pressure sterilization (steam is added to the sealed tank to increase the pressure to produce high temperature), the general temperature difference requirement is 45~50℃.
And the faster the production line speed, the faster the cooling speed is required, and the greater the rapid cooling temperature difference is, so the higher the temperature difference requirement is.

4. Product specifications
(1) Weight:
It is necessary to understand the customer’s requirements for weight, whether the weight can be changed, and whether the weight has been consulted for price, which must be stated in the application.
When the product sample or original design drawing has room for weight reduction or is too light to meet the production and use requirements, it is necessary to communicate with the customer about the weight change, and when changing the weight, whether to change the diameter or height of the bottle, or change the diameter and height in the same proportion, or other. If the weight reduction causes the customer’s trademark (circumferential sticker) or packaging materials to be unusable, or the production equipment is not suitable, etc., it is necessary to communicate with the customer to reconfigure or adjust, otherwise the customer’s weight and size requirements cannot be changed.
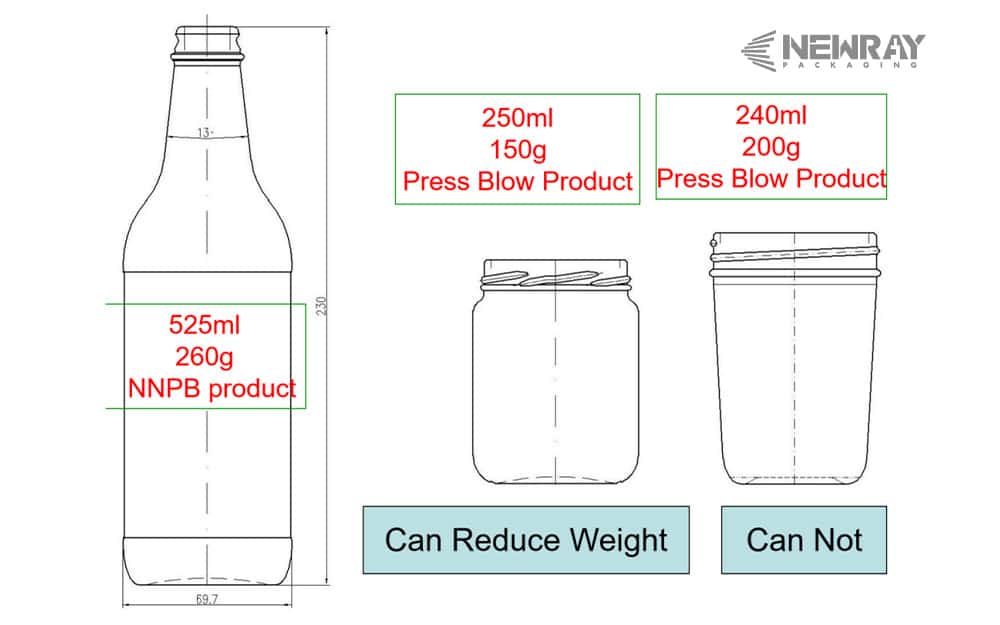
Regarding the lightweight weight standard of ordinary round bottles (referring to products with reasonable structure and more suitable for process molding: the bottleneck taper of blow-blown products is greater than 10 degree, and both press-blown and blow-blown products have sufficient expansion), the product development and design department has formulated the weight (wall thickness) setting standard based on the successful experience accumulated in our company’s technical development and practice, and has now been revised and tried to the fourth step standard.
Reasonable bottle shape is suitable for lightweight:
(2) Capacity:
Filling capacity, liquid level (the position of the filling liquid level), and full mouth capacity.
Customer standard requirements must be accurately grasped. When testing with full mouth capacity, the tolerance value will be marked after this value. When testing with filling capacity, the tolerance value will be marked after this value, and the height of the liquid level from the upper plane of the mouth, that is, the liquid level height, must be indicated. Not marking the tolerance value or marking “approximately” or “reference” means that this value is not tested. The most convenient and quickest way to test the full mouth capacity is to operate the general rule.
For products with strict filling requirements, the filling capacity and liquid level height can better meet the needs. There are two filling methods:
quantitative filling-the equipment sets the same number of fillings each time.
This filling method will cause differences in the liquid level height between each bottle due to differences in bottle capacity.
Fixed liquid level filling-the height from the filling liquid level to the upper plane of the bottle mouth is determined by the insertion depth of the filling tube, and the liquid level height is kept consistent.
This filling method will cause differences in the filling volume between each bottle due to differences in bottle capacity. However, most high-speed filling equipment uses fixed-level filling.
Head space capacity = full mouth capacity – filling capacity (nominal capacity)
The size of the head space capacity is equivalent to the height of the liquid level for the same product. A reasonable head space capacity looks more beautiful. For high temperature filling and pressure-resistant bottles filled with steam pressure, a reasonable heads pace capacity can ensure their safe use. The ratio of the head space capacity to the filling capacity:
High temperature filling: 10%, 6%, 5%, 4%, 3.5% for capacities above 100, 200, 300, 500, 1000ml;
Normal temperature filling: 10%, 6%, 5%, 4%, 3.5% for capacities above 50, 100, 200, 300, 500ml;
Carbonated beverages: 10%, 8%, 5.5% for capacities above 100, 200, 300ml;
Beer: 7%, 6%, 5%, 4%, 4.5%, 5% for capacities above 200, 300, 400, 500~600, 1000, 2000ml;
1% more is required for complex patterns and special shapes;
Wine: 8%, 5%, 4%, 4%, 3.5%, 3% for capacities above 100, 200, 400, 500, 700, 1500ml;
Small bottles and special-shaped bottles account for about 10%.

(3) Total height of bottle:
The standard requirement of the customer for the total height of bottle. We must meet the standard requirements of the customer’s production line operation and packaging.
The bottle height tolerance is calculated according to the formula:
Bottle height tolerance = ± (0.6 + 0.0035 × total height of bottle H) mm
Take one decimal place.
The minimum value is ±1.1mm.
The minimum value for special products (such as cosmetic bottles) is ±0.8mm.
(4) Maximum diameter of bottle body:
The standard requirement of the customer for the maximum diameter of bottle body. We must meet the standard requirements of the customer’s production line operation, trademark paper matching and packaging.
The bottle outer diameter tolerance is calculated according to the formula:
Bottle outer diameter tolerance = ± (0.5 + 0.012 × bottle outer diameter D) mm
Take one decimal place.

5. Bottle mouth and bottle cap (plug) matching
The most important performance of most glass bottles is sealing performance, so the size matching and size standard of bottle mouth and bottle cap (inner plug) are very important. When developing and designing products, we must be clear about the standard size of the bottle mouth and the sealing and fastening principles of the matching structure of the bottle mouth and bottle cap (inner plug).
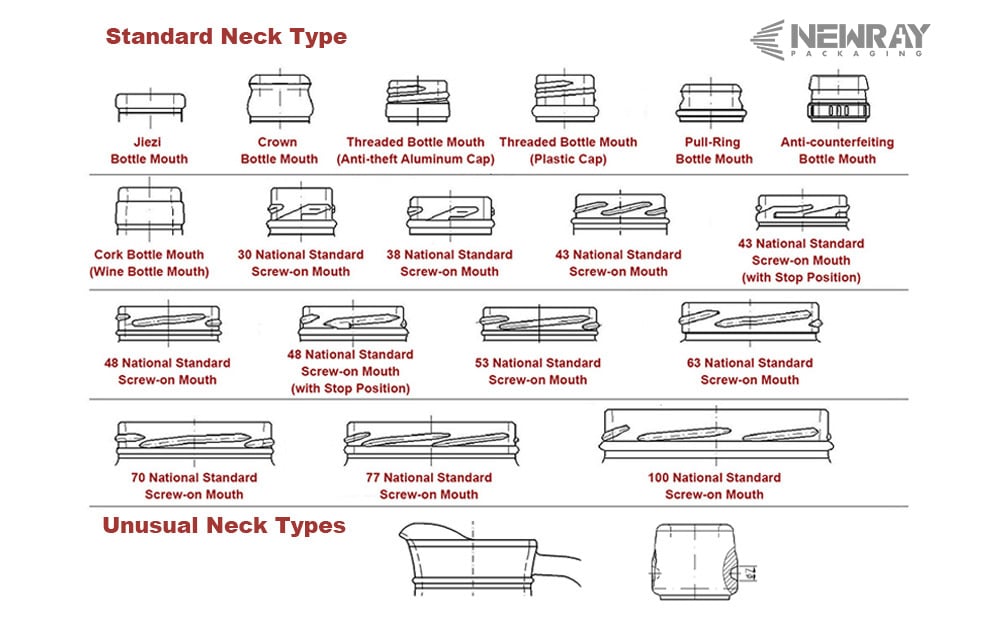
The bottle mouth is divided into standard mouth and non-standard mouth. The types of bottle mouths are: meson mouth, crown mouth, pull ring mouth, threaded mouth (anti-theft aluminum cap, plastic cap), anti-counterfeiting mouth, national standard screw mouth (GPI #27, GPI #30, GPI #33, GPI #38, GPI #43 , 48 mouths, GPI #53, GPI #58, GPI #63, GPI #66, GPI # 70 mouths, 77 mouths, 82 mouths, 89 mouths, 100 mouths, 110 mouths), cork bottle mouth, special bottle mouth, etc. (as shown below).
Bottle mouth sealing part:
The sealing parts of the gusset mouth, crown mouth, threaded mouth (anti-theft aluminum cap, tinplate cap), and screw mouth are on the upper plane.
Generally, the cap is made of tinplate or aluminum foil and the glue is injected into the inside to form a rubber pad, which is pressed to form a flat seal with the bottle mouth.
- The crown mouth also uses a plastic mushroom cap with a wheel pattern inside to form an inner side seal with the bottle mouth, and the crown sealing ring only plays a fastening role.
- The threaded mouth (anti-theft aluminum cap) used in current high-end oil bottles also has a composite inner plug to form an inner side seal.
- The plastic tear-off cap of the pull ring mouth has an inner plug, which is an inner side seal. If the outer diameter of the cap and the mouth are tightly matched, it also serves as an outer side seal.
Some threaded mouths (plastic caps) only have a pad inside the cap. After the threads are tightened, the flat surface of the mouth is pressed to form a flat seal. On this basis, an inner plug is added to form a flat plus inner side seal. - The anti-counterfeiting mouth generally uses a plastic plug with a wheel pattern inside to match the bottle mouth, and the special structure of the cap forms a compression seal between the cap and the conical surface of the inner plug, which belongs to the inner side seal.
- The mouth of the cork bottle is plugged with a cork (usually 45mm in length) or a mushroom cork (22mm in length) to form an inner side seal.
- The mouth of the milk bottle is similar to a crown-shaped mouth, and is wrapped with tin foil to form a flat seal, which has poor sealing performance.
6. Product trademark
Product trademarks can be pasted on the neck, shoulder and bottle body. The pasting methods include circular overlap, circular gap, partial single-sided, partial double-sided (front and back labels), and overall heat shrink sleeve.
If there is no specially designed trademark position on the glass bottle, the trademark position will not be fixed. If the glass bottle is designed with a trademark position, the trademark position and the trademark paper must be suitable. When the design is a partial trademark position, the glass bottle must also be designed with positioning grooves or positioning pins (holes) for labeling positioning.
The design of the trademark position will produce steps, which we call trademark lines. In order to make the glass bottle stronger, it is not easy to produce thin glass and cracks during molding. Generally, the step transition is designed to be smooth, so the trademark line will not be clear. If the customer requires the trademark to basically fill the trademark position of the glass bottle, the step transition is not allowed to be smooth, and the trademark line must be designed to be clear.
Paper trademarks can only be pasted on flat, cylindrical and conical surfaces, but not on spherical surfaces. The trademarks pasted on conical surfaces should be fan-shaped.

7. Product pattern, design and text engraving requirements
Product pattern, design and text engraving is the decoration and identification of glass bottles required by customers. Therefore, customers should be asked to provide relevant clear pattern and text information or text fonts and content, pattern samples, etc. to avoid errors. When engraving product patterns, designs and text on glass bottles, attention should also be paid to
- the problem of the pattern being too deep and too close to the mold opening and closing the glass on both sides of the seam line,
- the problem of glass cracks caused by sharp corners,
- the problem of unclear forming due to the width of the engraving lines, and
- the problem of unclear forming due to low temperature and small expansion near the bottleneck.
- The engraving pattern avoids the largest position of the bottle body to prevent collision engraving.
- For round bottles, try to communicate to add an automatic bottle inspection identification code to meet automatic quality control.
8. Production process using glass bottles
Understanding the customer’s production process can help us understand the customer’s requirements for the use of glass bottles, which is beneficial to our company’s quality control of products and provides a basis for verifying the accuracy and rationality of the setting of various technical indicators.
For glass bottles with the same contents, the production process is actually similar when used by different customers. Therefore, for different types of products, understanding their production process can roughly grasp the production process requirements of other customers in the same industry, and only communication and confirmation are required.

9. Others
- Special requirements such as thick bottom, bottle mouth and bottle shape borrowing from each other, deep processing acid etching, printing (high temperature or low temperature).
- Note for customers using old products for development: drawings and 2~3 relatively standard bottle samples are required, and bottle caps and trademark papers are provided at the same time.
- Note for customer-supplied bottle samples: Deviations in customer-supplied bottle samples will cause design deviations. For example, the original capacity design standard of the product is 520±10ml, and the customer-supplied bottle sample is actually measured to be 515ml (within the standard qualified range). If we don’t know that the original design standard is 520±10ml, and simply follow the customer-supplied sample test results, our design will be set to 515±10ml, and the capacity of the product produced will be small, or even unqualified, and only customers can find it. The same problem will occur with the bottle mouth size.
- Most standard customers have sound quality management, complete glass bottle acceptance standards and glass bottle drawings. Try to obtain them, and don’t log the files to our company after the product is produced.
In the process of new bottle design, there are far more factors to consider than these 9 points. Because glass packaging bottles involve all aspects of people’s daily lives, glass bottle designers and sales, especially brand owners, must understand the characteristics and actual needs of their products, and must not pursue one point too much and ignore the performance of other aspects.
I hope the above information can help you. If you have any questions or difficulties in your brand packaging, you can contact Newray team to help your brand to make product packaging renewal or upgrade faster.
